

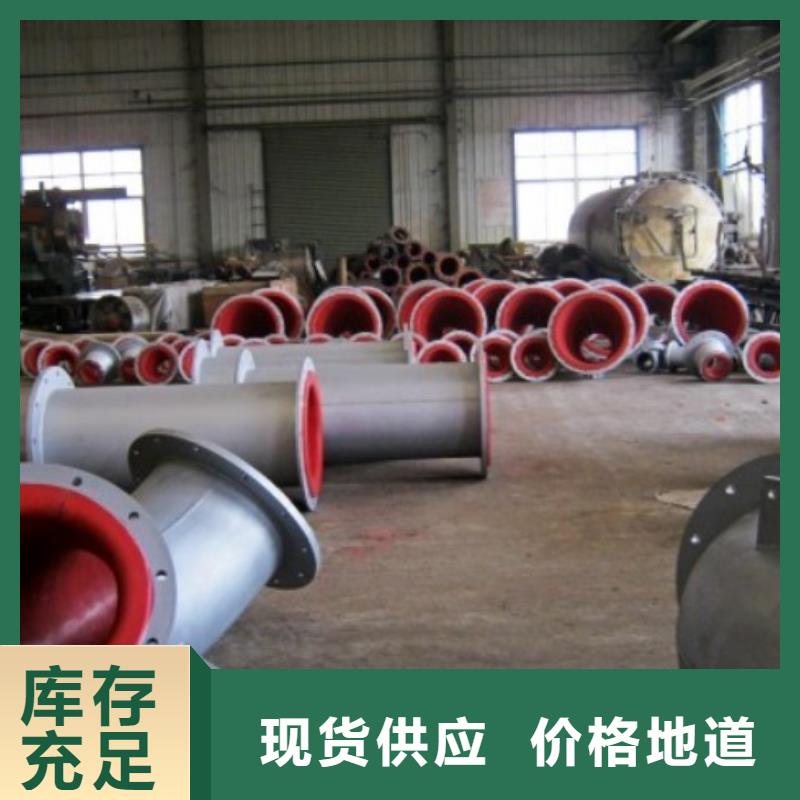




脱硫衬胶管道及设备内外衬胶生产各项检验
1.作业时空气湿度<70% ,避免阳光直射,无灰尘,保持洁净。
2.胶板检查
(1)胶板厚度检查,必须符合图纸要求的厚度,以正公差为好。
(2)胶板表面检查,没有印痕、凹坑,表面平整。
(3)电火花检查,在工作台上检查胶板是否有渗点,若有,要按工艺要求修复后,再检,直至合格。严重缺陷情况下要报废。
3.根据所衬部件的几何尺寸,准备好要衬的胶板。
4.设备内刷丁基胶浆两遍,胶板上刷胶浆一遍。
5.经触指检查,确认胶浆干后,把胶板衬在设备上,用压滚把空气滚压干净,要求表面平整,搭缝平直,搭缝宽度≥15 mm,角部衬胶一定要衬得光滑平整。
6.中间检查,衬胶全部结束后要进行以下质量检查:
(1)电火花检查,以3 000 V/mm检查, 无渗点。
(2)胶板厚度检查,用测厚仪测厚度是否达到图纸要求。
(3)气泡检查,检查衬胶层、搭缝是否有漏压处,是否有残留空气在胶层内。
(4)外观检查,表面的平整度好,搭缝平直,凹点补平。
7.衬胶全部结束后,把人孔、接管口适当封一下,减少灰尘进入设备。
8.衬胶设备必须放置24 h后才能硫化。



河北承德纵横机械制造有限公司主营: 河北承德钢衬塑管道,公司关注客户体验,创新革新技术,以客户满意度为宗旨,以智能制造为核心,提供满意服务,时刻为客户提供完善的解决方案。



衬胶脱硫管道是在其内壁按一定的工艺要求贴衬耐腐蚀橡胶板,经硫化成型。但在衬胶工艺上,管道不能完全按一般热硫化橡胶衬里的方法进行施工,必须严格按照硫化橡胶衬里的技术要求施工,才能确保施工质量。
内衬硫化胶板衬胶管道工艺
(一)衬胶脱硫管道内衬橡胶预硫化的施工特点
(1)施工下料要求尺寸精准,胶板硬度较高是因为已硫化过,弹性较大,失去了未硫化胶板的可塑性。胶板的变形都是弹性延伸的结果,如果变形较大会影响粘接性和耐腐蚀性。所以施工下料时要求尺寸准确。
(2)不用高温硫化 由于胶板已硫化好,衬胶后不需再行硫行,所以应选用自然硫化的胶黏剂,施工较简单。衬胶时不能套用热硫化衬胶方法,如用针刺破气泡放气法等。
(3)粘结强度能满足要求预硫化胶板与钢板采用常温自然硫化的胶黏剂黏合时,其粘结力一般低于热硫化的粘结力,能完全满足使用要求。由于预硫化胶衬里后不经热硫化,衬胶时不能暴露常见的起泡、脱层等现象,因此对影响衬胶粘结性的温度和湿度条件更要注意。施工温度为20~25℃,相对湿度不大于70%。
(4)严格控制胶黏剂的配比常温硫化的胶黏剂,-般为多组分,使用时要注意控制各组分的配比,严防漏加硬化剂。
(5)现场施工注意事项:衬管(罐)壁时,由上往下成竖行地进行贴胶,应用此法胶板展开时不易带褶纹,同时便于赶压时排出金属和胶板问的空气。胶板问可采用对接或搭接两种方法衬贴。施工中,多数情况下采用搭接的形式。若采用对接形式时,坡口要对好,对搭l一2mm。衬完第二层后,在接缝处衬一层2mm厚、宽30一40mm的盖胶条,以保证接缝严密和增加一道防护措施,阻滞腐蚀介质沿缝渗透。
(6) 检查和修理预硫化丁基板具有导电性,不能用火花检测仪试漏。每衬完一块胶板都要仔细检查,检查的方法是用目测、木锤敲击进行检测。观察是否有气泡、脱层、翘边、漏压等现象。对直径 >5mm的气泡要用针头放气,针孔要用环氧腻子抹死。于24h后打平。衬第二层放气后的针孔要加盖胶板经过硫化工艺,管道制作要求,材料标准,操作资质,以及管件的编号,设计与加工要求,橡胶的选材,橡胶衬里的要求,材料选择的厚度,法兰面的连接,至 一道工序,包装和标签,每一步骤都严格按着企业要求精益求精。
通过以上介绍,相我们对衬胶管道应该有了初步的了解,从行业标准,衬胶管道的种类,衬胶管道的施工工艺,衬胶管道适用范围广,市场需求量大,生产标准极其严格,我们了解以上内容后,对我们更进一步的了解衬胶管道行业标准也会有很大的帮助。



衬胶管道的优点:
1、结构优良:
管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一体,克服了钢管耐压不耐磨,橡胶耐磨不耐压的缺点,同时具务钢管和耐磨橡胶的共同优点,综合性价比卓越。
2、耐腐蚀性能优良:
除浓、铬酸等强氧化酸和芳得烷烃之外,几乎对所有介质都具有良好的抗腐蚀性。
3、耐磨蚀性能优良:
弹性好的软质里不仅可以吸收机械震动,而且可以吸收摩擦性能强的物料搅拌所产的腐蚀。衬胶管道的调整段:衬胶钢管,钢管型式与所在主管一致。
衬胶管道制作要求:
1、衬胶管和配件的设计采用法兰连接。
衬胶管和配件的内衬方式要能完全防止流体接触金属表面,衬胶应伸出管道端部至法兰面的外径。应能承受15000~20000V电火花检验不漏电。
2、提供喷砂处理的设计标准,所有需衬胶的表面将根据要求进行喷砂处理,以去除铁锈、铁屑、焊渣或其它异物。所有用于喷砂的物料无水分。
3、在喷砂之后,钢表面首先用毛刷清洁所有磨粉和残留灰尘、 用真空吸尘器处理。
4、喷砂介质由使用者选择并在备忘录中描述,喷吹介质清洁干燥,喷吹用压缩空气不含油、污物和水。在喷砂之后,表面进行彻底的检查,是否适合开始衬胶工作,由供方确认并将结果写入备忘录。
5、在衬胶准备和施工期间,需要衬胶的表面没有水份。已处理好的金属管子和管件,应去除浮灰并保持清洁,并应在处理后4小时内尽快进行 次刷浆工作。若处理好的表面在空气中暴露时间过长,表面不合格时,应重新进行处理。
